|
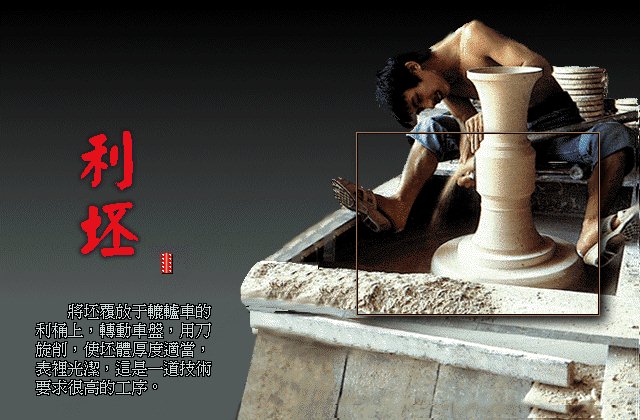
圆器利坯是将印制好了并晒干了的坯进行修整,对其造型和表面光洁的一个处理过程,这个过程将决定坯的造型与式样。因此,利坯师傅的技术好坏是非常重要的。
利坯前,要锉好刀子,利坯刀是根据各个不同器型的坯胎而定的,锉不好刀的利坯师傅根本上不是好师傅。
利坯的第一道工序是打粗,把坯从料板上取下来,口朝下底朝天,放在坯桩上,边旋转边扇平,等坯扇得脑里四边均匀,坯体没有丝毫抖动,才算是把坯放稳了。再用右手执死刀子,刀尖朝坯中心而下,左手两指按死刀杪,缓缓随坯切下,一刀定乾坤,不深不浅。然后是倒楞、扎督子、剿表利口沿、平泥、剐月心,月心的深浅大小要以坯的底足为标准,再就是剐齐子、量尺寸,每只坯的尺寸要做到统一,不深不浅,大小均匀。
打粗后的坯要重新修利,叫“修坯”。修坯前先捺水,将坯上的浮灰擦掉,同时填平一些小孔隙,捺光水后打半刀,打半刀就是将坯胎修薄,整出形来。做到法口坯从里修出,按口坯往里收口,厚者打上腰挤直,薄者打半指,利坯刀要从倒放的坯口顶部慢慢旋转而上,才算是打完半刀同时还要平泥,也叫光坯,定死性,将坯刀从坯足平下,使坯胎厚薄均匀,切忌边锋,最后是扯泥,修平坯胎内壁,利坯师傅要收到咬紧刀口,一气呵成将坯屑随坯刀顺势而出。这样,一只半成品胎坯就诞生了。现代成型以作业线为单位,由于机压成型坯胎完全规则、平整。因而以磨坯代替了利坯。磨坯厂只需在干车上用砂纸将坯胎的外壁轻轻磨擦一遍,消除细微的凸凹即可,其劳动强度与操作难度为之大大减少。 |
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)