| | 网站首页 | 文章中心 | 陶瓷工艺美术词典 | 景德镇陶瓷款识 | 雁过留声 | 影视中心 | 收藏论坛 | | |
|
|
| 您现在的位置: 景德镇陶瓷在线 >> 文章中心 >> 陶瓷艺术研究 >> 瓷釉・工艺・器型 >> 陶瓷外观缺陷研究分析 >> 文章正文 |
|
|||||
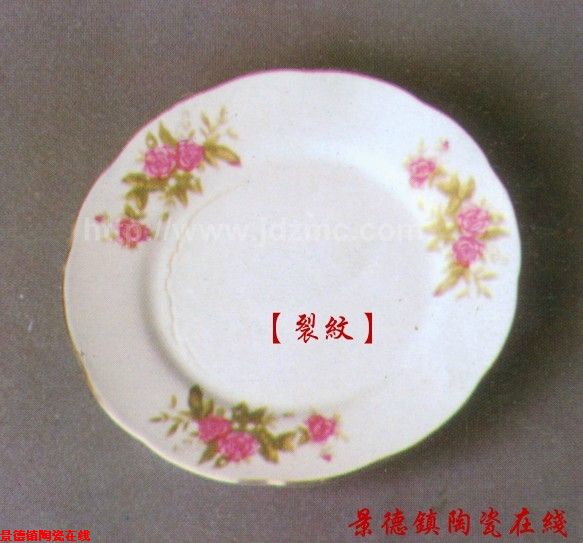
| 陶瓷坯体开裂成因及克服方法 | |||||
|
作者:佚名 文章来源:本站原创 点击数: 更新时间:2006-11-29 |
|||||
|
格里菲思(Griffith)认为:“实际材料中总是存在许多细小的裂纹或缺陷,在外力作用下,这些裂纹和缺陷附近易产生应力集中现象,当应力达到一定程度时,裂纹就开始扩展而导致断裂”。形成这些裂纹或缺陷的原因主要是晶体微观结构中存在裂隙或坯体在干燥中由于热应力而形成裂纹及坯体成形、干燥运输过程中因操作不慎而造成的机械损伤。 总之,裂纹缺陷的成因很多,根据开裂的特征,分别介绍如下。 一、坯裂 特征是裂纹向内纵深发展;裂透、坯釉同时开裂;或坯裂釉不裂,裂口面粗糙,不锋利。造成坯裂的因素有: 1、制品在成形、干燥、精坯、釉坯、挖取釉、运输、吊钵、装窑、装车过程中,已因收缩不均匀、机械碰撞等原因,形成细小裂纹,在加工过程中未发现剔除,高温时应力释放,则暴露出开裂,具有大同小异的特征。 2、供成形的泥料或泥浆,未经充分捏练和排泡、排气、含有空气和硬泥籽等,影响产品组织的均一性,形成薄弱环节。这种坯在干燥收缩和烧成收缩中,因收缩应力加大,超过坯体的结合力而撕裂。 3、塑性成形的产品,打泥饼入模过重,使泥料粒子排列改变,鼓入空气于底部或投模入泥过早,构成水分差等,都将造成底部泥料组织不均一。滚头中心夹角不对或不对中心、尖部磨损等,会导致压力不均匀;滚头润滑不好、坯泥粘性强等,会产生轻微卷泥,使坯体受伤。 4、需刀修的产品,特别是湿修产品,因泥料是半干的,刚性不够,结合力差,修边、挖沟、剐底时,因刀子过钝、用力过大、切削刀的前角过大、修削面过宽、吃刀过深,都将使坯体表现爱到机械损伤而产生微裂纹,于烧成收缩时扩大成开裂。 5、接斗产品,因互相粘接的两个部件及粘接泥的配方不同、成形方法不同、部件水分不同及坯料的密度、泥料粒子排列不同,特别是在粘接、加工、干燥过程中受应力,烧成中因收缩不同,应力释放而开裂。 二、惊裂 俗称冷炸,裂口光亮、锋利,有坯、釉皆裂和釉裂坯不裂两种(斑纹裂是特殊艺术效果)。 1、坯釉皆裂。一般说,坯、釉皆裂者主要是冷却制度不当,尤其是隧道窑快速冷却,控制不当最容易出现惊裂缺陷。通常因高温冷却过快造成的裂纹,裂口较大;因中温冷却过快形成的裂纹,裂口较小,如发丝状。其影响因素有: ① 隧道窑零压位置前移,窑头温度偏低,冷却带温度普遍降低或气压高、气温低和烟囱抽力大,使高温冷却的速度超过允许急冷温度范围的规定。 ② 高火炉 最后一对炉温偏低,使冷却带的蓄热少,从而造成制品冷却速度过快。 ③ 隧道窑的急冷风,风压高、风量大,冷风侵袭产品。 ④ 中温阶段(700~450℃)冷却过快,特别是含游离石英多的坯体,由于石英晶型的急速转化,产生体积变化,因体积变化的应力差而惊裂。 ⑤ 装窑过密,气流不畅通,尤其大型、厚胎产品,因上下、内外温差而产生应力。 ⑥ 产品过烧,脆性加大,耐应变能力差,冷却稍有不当,就产生开裂。 ① 原料配方或原料性质、原料成分变动,使釉的膨胀系数增高。如釉中碱土金属氧化物组分提高,釉层中玻璃与晶体混合物的结构网格的键强会降低甚至断裂。它除导致膨胀系数提高外,还能提高釉的弹性模数,使其弹性变小,这使得补偿坯釉之间接触层中所产生的应力以及对于机械作用所产生应力的应变能力也变小,这种釉就容易产生釉裂。 ② 釉层过厚,加大了釉层的膨胀率,中间层就相对减小,不足以缓和坯釉之间因膨胀系数差异而出现的应力,易出现釉裂。当然,过薄的釉层,对釉的光泽和光滑会产生不利的影响。 ③ 釉料的粉碎程度过细、釉烧温度过高、高温时间过长,都将改变釉层的玻璃相和结晶微粒的组成,从而影响釉的膨胀系数和弹性模数。 ④ 坯的膨胀系数和坯的吸水率大小,将直接影响釉的开裂。如生烧坯,在吸水、干燥的往复过程中,体积膨胀、收缩,造成和加速釉的龟裂,甚至坯釉均裂。 ⑤ 釉的陈腐时间、悬浮性能;施釉时搅拌均匀与否;烧成时的气氛浓度等工艺参数变化,都将或多或少影响釉的龟裂。
|
|||||
|
本站知识产权受法律保护,提供资源共享,以任何方式转载及引用本站内容,请通知本站,并在醒目位置注明出处! |
|||||
| 【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 | |||||
| 最新热点 | 最新推荐 | 相关文章 | ||
| 没有相关文章 |
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
| | 设为首页 | 加入收藏 | 联系站长 | 友情链接 | 版权申明 | 管理登录 | | |
| 景德镇陶瓷在线(景德镇名瓷在线)版权所有. 站长:李申盛 | |