 会员登录
会员登录
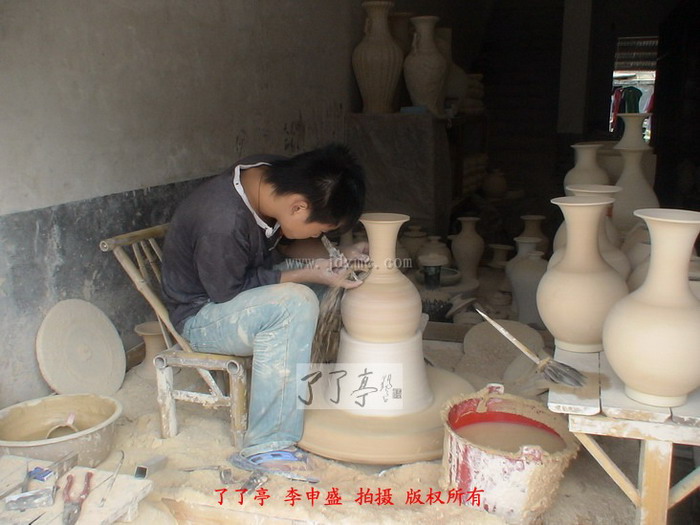
利坯全套工艺视频、图片介绍
利坯工的全套工艺操作 视频时间:7分钟
利坯可称为“修坯”,是景德镇陶瓷器形成型中重要的工序,它的功用和目的是使泥巴坯器的表面更为光洁、形体规整一致,从而最终确定器物形状。利坯需要进行内部和外部的两段修坯。利坯工在利坯的过程中需要了解和熟悉泥料性能,并且也要熟练掌握造型的曲线变化还有在窑火中烧成时器形的各部位收缩比率。另外一方面,利坯也将一个复杂的器形的各个部位进行一次最终的整合。
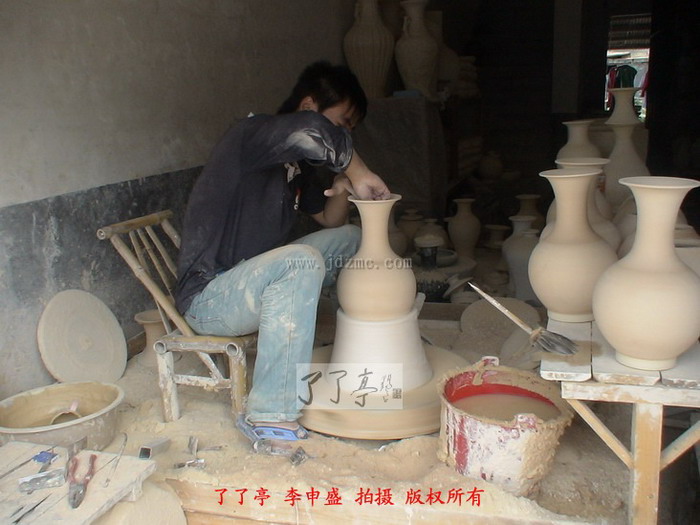
一般来说,在同一器物的不同部位,坯体厚度各不相同。因为不同部位在高温烧成时的收缩率和受力情况不一致,因而利坯时应控制不同部位的泥坯厚度,以防止烧造变形。此外,利坯工还须根据不同样式的造型锉制利坯工具,校正刀具的弧度、角度,配制陶车上的利头(也称利脑、坯座)。利头的大小集合式程度直接影响到利坯的好坏和功效,故所有利坯学徒第一步需学磨制利坯刀具,第二步就是根据坯件的大小和形状来修整不同的利头,否则难以达到利坯的质量要求。利坯时陶车运转速度慢于拉坯,大部分刀具的刀口均有明显的齿纹,是锉制刀具时有意留下的,其目的在于增加刀口的锋利程度,以提高利坯功效。利坯刀具均为铁质,在锉制时首先将其放入炉火内烧红,随即取出置于水中急冷,即淬火,然后再锉制。采用淬火工艺的目的,是为了提高利坯刀具的强度和硬度,并增强其抗蚀性,以使刀具在利坯时不易磨损,也可减少刀具锈蚀而将铁锈带入坯内。如果刀具在使用一段时间后因磨损而使刀口变钝,则需将刀具按上述过程重新淬火锉制,以使刀口经常保持锋利。磨制利坯刀具时学坯工的第一道程序,在磨制刀具时,首先要将刀口磨平,使刀具保持刀口平直,利于修直瓶,尤其是板刀;然后再锉磨刀的内面刀口,最后定口时用力留下锉齿痕。通常每个利坯工所用的道具不下十余种,每种均有大小之分。
利坯时对于坯体厚薄程度的控制及其识别方法,是掌握利坯技术和确保利坯质量的关键所在,这需要依靠技术熟练程度和实践经验来掌握。利坯的作用除要做到外形美观外,也是为了尽可能减轻瓷器的重量,使作品更显精致,同时也减少原料和烧成时燃料的损耗,但过薄的型体易产生变形,故在修坯时应注意不同造型和不同部位的蓄泥情况。蓄泥不当,易导致制品烧成时沉底、凸肚、软塌等变形状态。按一般经验,测定坯体厚薄需用手指上下抚摸并轻轻弹叩,以听其不同部位的响声。为此,利坯时应及时倒出多余的泥屑,随时用手指弹听其声响。坯体较厚者,弹之发出“咯咯”带硬之声;修之中等厚度时,弹之发出“咚咚”之声;高档瓷坯体修至适当薄度时,弹之则发出“卟卟”的脆声。
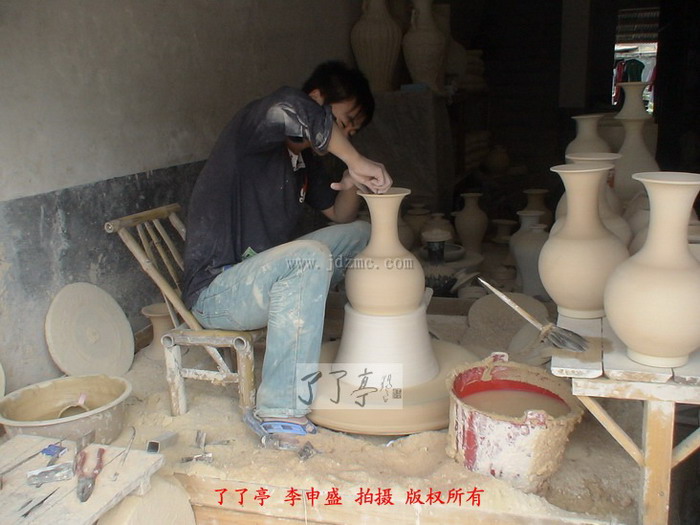
薄胎器利坯时,除上述方法外,最后还可采取用毛笔滴水,由口沿直线流下以观水痕。滴水后,坯体受水浸湿,明显地留下一条湿的痕迹,如果修制厚薄不一致则坯体水迹均匀,否则坯体水迹明暗深浅不同,表明坯体不符合要求,需要再进行精细加工。
在利坯之前,坯体的厚度远比成品厚度为大,因此必须为利坯预留充分的余地。
相关图片:












- 上一篇:驰马弄曾因纸扎店得名
- 下一篇:周国桢教授早期珍贵视频资料






